Description
Industry Workhorses
NASH liquid ring vacuum pumps produced by Gardner Denver Nash have been known for more than 100 years as tireless workhorses, designed to stand up to the rigorous, nonstop demands of the harshest industrial environments. Built better than industry standards, NASH pumps are known for their reliability.
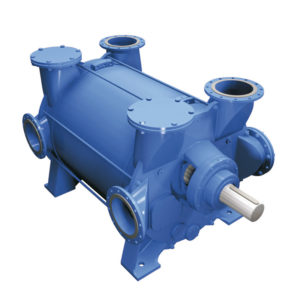
Designed from the ground up based on customer defined market requirements; and the input from R&D, manufacturing, marketing, and most importantly, process engineers, Vectra XL pumps are a revolutionary line of pumps tough enough to be branded NASH.
These pumps include technological advancements such as a patented cone design and rotor configuration. These machines have been specifically designed to excel in applications that require discharging against a positive back pressure. Vectra XL pumps meet high combustible range standards and are ATEX certified. These vacuum pumps and compressors are in accordance with guideline 94/9/EG, category 1 and 2 and were also designed with API 681 specifications in mind.
Vacuum technology for chemical processing
Vectra XL pumps are designed to stand up to the harsh environments found in the chemical process Industry. They are available in both ductile iron and stainless steel. and can accommodate a variety of mechanical seals. Key elements of the design are the improved cone angles, which decrease the size of the pump, and NASH patented Gas Scavenging Technology, which dramatically improves pump performance at high vacuum levels.